Precision Plastic Gear Molds: Expertise in Helical, Bevel, Spur & More
Discover TONGDA LINK’s Gear Mold Expertise: Explore our helical gear mold case study showcasing precision design and manufacturing for demanding applications.
We deliver high-quality plastic gear molds (helical, bevel, straight, spiral, cylindrical, spur, gear shafts) for automotive, industrial, and mechanical uses. Our advanced CNC machining, injection molding, and custom techniques ensure durable, accurate gears.
Precision is Paramount: This helical gear mold project highlights our commitment to exacting control. Crucially, strategic gate location is vital for minimizing runout and ensuring ultimate gear accuracy.
Proven Gear Mold Capability: Leverage TONGDA LINK’s extensive experience in spur, helical, and worm gear plastic mold design and manufacturing.
See Our Helical Gear Solution: Understand our design and manufacturing process for this helical gear mold. Discover our trustworthy capabilities and cost-effective solutions.
Mold Specification |
|
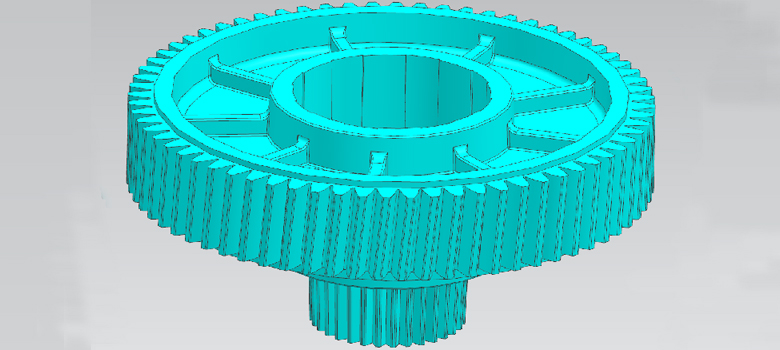
| PRODUCT NAME | Plastic Helical Gear |
| Design software | Solidworks/PROE/UG/CAD |
| Mould base, A&B plate | LKM, P20 |
| Material of cavity&core | H13-HRC48-52 |
| Plastic material | POM |
| Mould life time | 500,000 shots |
| Cavity | 2 Cavities |
| Injection system | Cold runner system, Pin gate |
| Slide material | / |
| Injection molding machine | This mold runs on a 150-ton injection machine. |
| Package | Wrapped by foil, then vacuum bagged in the
wooden case. |
| Lead time | The lead time for T1 is 6 weeks. |
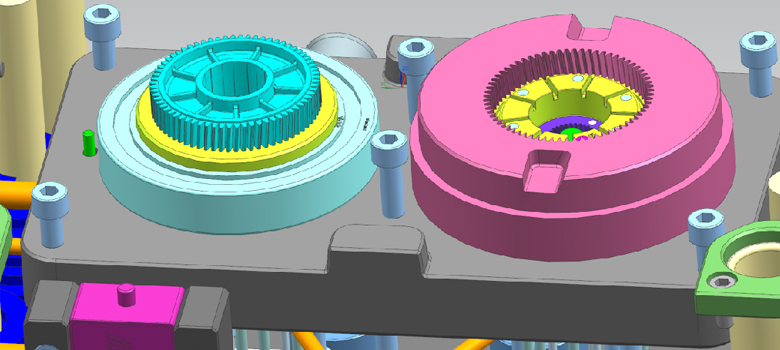
| Manufacturing difficulties | The tooth shape at the upper end is a helical
tooth, and the usual ejection method cannot be used when ejecting the mold, and it needs to be rotated at a certain angle. This mold requires high manufacturing precision. |
| Customer | Germany |
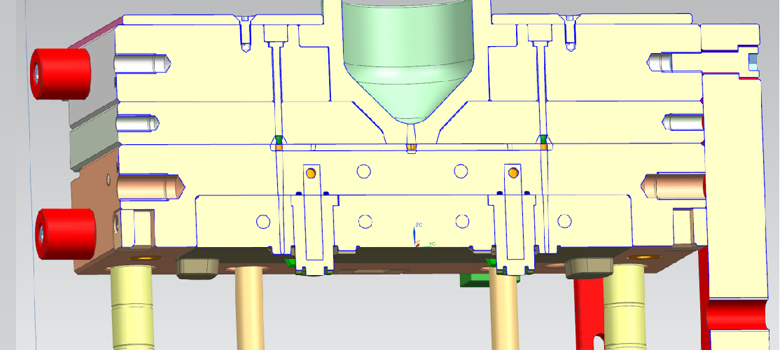
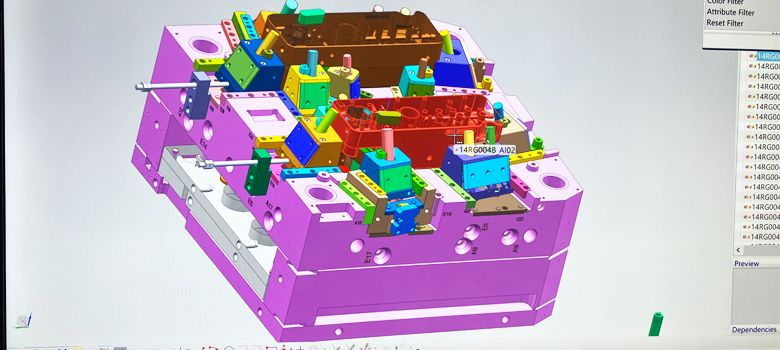
Using a large nozzle to pin gates shortens the length of the runner, and reasonable arrangement of the mold opening stroke can realize automatic production.
The mold cavity insert is also arranged with waterlines to fully cool the mold cavity plastic so that the product shrinks evenly, controls the deformation of the product, and ensures the dimensional accuracy of the product.
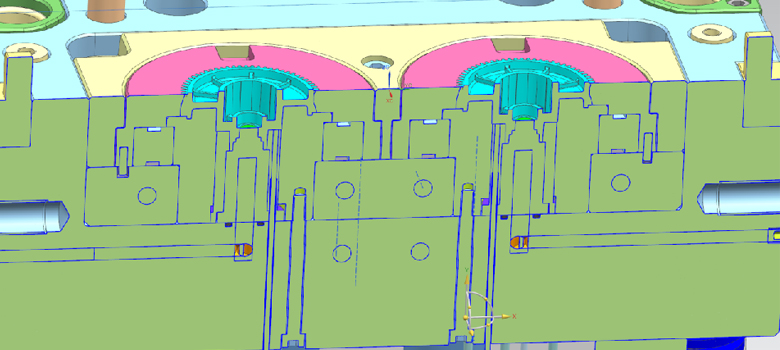
The mold core has made a fine mosaic structure to solve the possible trapped air phenomenon in the product.
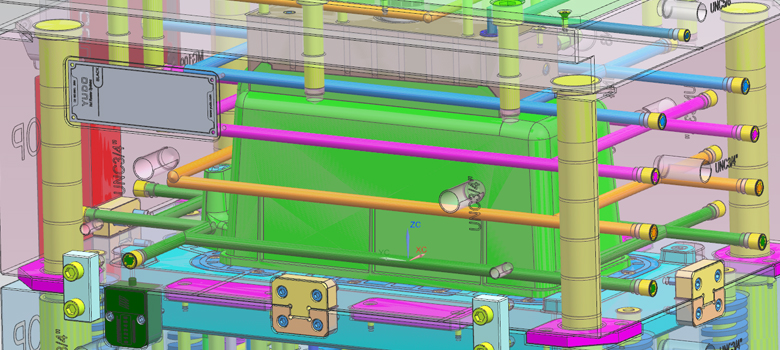
The purple insert is rotatable. When ejecting, the thimble pushes against the bottom of the product. When the helical gear is demolding, the purple insert rotates along the slope to facilitate the demoulding of the gear.
When the mold is closed, the green insert of the mold cavity will press the purple insert so that the insert returns to its original position.
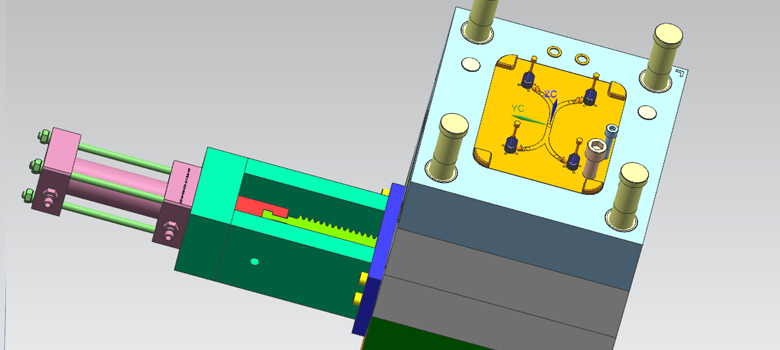
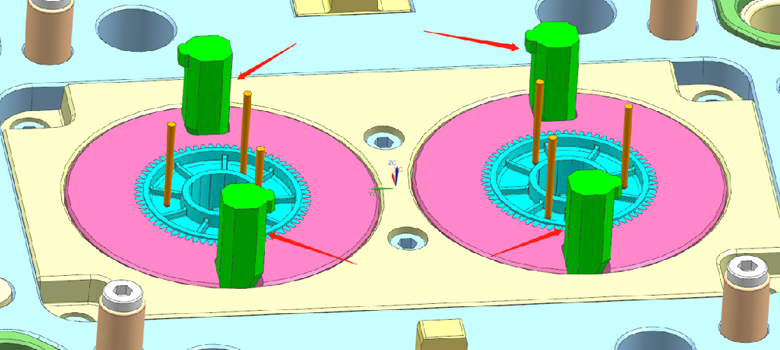
Three pin gates are designed for each gear, with a 120-degree balanced plastic injection to reduce product deformation caused by unbalanced injection during injection molding and ensure the gear accuracy to the greatest extent.