In the world of manufacturing, “injection molding” is a powerhouse process for creating everything from tiny plastic gears to full-sized industrial plastics, car bumpers. But behind every plastic part is a meticulously engineered injection mold, and not all plastic molds are built the same.
Choosing the right type of plastic mold is critical for efficiency, cost, and part quality. Whether for an engineer, a product designer, or a manufacturing enthusiast, understanding these fundamental mold types is key. Let’s break down the most common classifications.
The Number of Plates: Two-Plate vs. Three-Plate Molds
This is one of the most basic ways to categorize molds, based on their fundamental structure.
Two-Plate Mold
Two-plate molds, also known as single-parting-face molds, this is the simplest and most common type of injection mold. As the name suggests, it consists of two primary plates. Other molds are developments of two-plate molds.
How it Works: The mold splits into two halves along a single parting line. One half is the cavity side (which forms the outer shape of the part), and the other is the core side (which forms the inner shape). The sprue and runner system, which channels the molten plastic, is located on this parting line. After mold opening, the product and runners remain in the moving mold, which is equipped with an ejection system.
Pros: Simple design, lower cost, reliable, and easy to maintain.
Cons: The part and the runner system are ejected together, requiring separation. Gating (the point where plastic enters the part) is limited to the parting line.
Best For: High-volume production of simple parts where the gate location isn’t critical.
Ready to Make a Two-Plate Mold?
Three-Plate Mold (3 PLATE MOLD, PIN-POINT GATE MOLD)
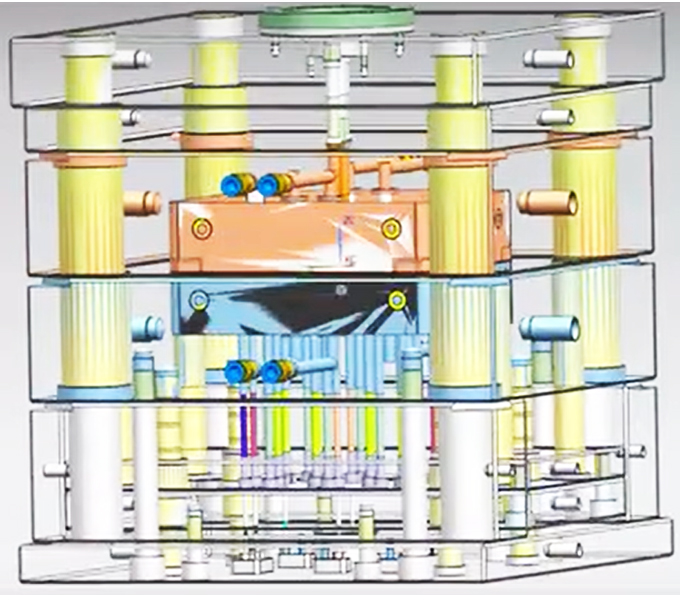
This mold has two parting surfaces dividing it into three parts, adding a sprue plate compared to a two-plate mold. It’s suitable for situations where no sprue marks are allowed around the edges of the product. This more complex design features three plates that move in a specific sequence to open the mold.
How it Works: The three plates separate, creating two openings. The first opening ejects the runner system, and the second opening ejects the finished part. This type of mold uses a point gate, hence the name “fine sprue mold.” The structure of this mold is correspondingly more complex. It is powered by a rock bolt or a pull plate. This automatic separation is a key advantage.
Pros: Allows for gating away from the parting line, often on the top of the part (a “pin-point gate”).
Automatic degating (separation of the part from the runner).
Cons: More complex, more expensive, and requires a longer mold opening stroke, which can slightly increase cycle times.
Best For: Parts that require a specific gate location or for automated production where manual degating is undesirable.
The Runner System: Cold Runner vs. Hot Runner Molds
This classification focuses on how the molten plastic is delivered to the part cavity.
Cold Runner Mold
In this system, the “runner”—the channel that carries plastic from the machine nozzle to the part—is cooled and solidified along with the part.
How it Works: After injection, the plastic in the runner cools and becomes a solid piece of scrap material. In a two-plate cold runner mold, this scrap is ejected with the part. In a three-plate cold runner mold, it is ejected separately.
Pros: Lower mold cost, simpler maintenance, good for materials that are sensitive to heat history (as the material in the runner is purged each cycle).
Cons: Generates scrap material, which increases waste and material cost. Requires recycling or regrinding of the runners.
Best For: Low-volume production, materials that degrade with prolonged heating (like PVC), or when frequent color changes are needed.
Let Us Show You How a TONGDA LINK Mold Can Optimize Your Specific Project and Save You Money from Day One.
Hot Runner Mold
This system keeps the plastic in the runner molten throughout the cycle.
How it Works: A heated manifold system is installed inside the mold. This manifold maintains the plastic in a liquid state, directly injecting it into the cavities through heated nozzles. No runner is ejected.

Pros:
No scrap material: Drastically reduces waste and material cost.
Faster cycle times: Less plastic to cool means the cycle can be faster.
Better pressure control: Allows for better packing of the part–reduced injection pressure, allowing for multi-cavity molds.
Good quality: Improved product quality because of precision injection molding parameter control.
Cons: Significantly higher initial cost, more complex maintenance, potential for “drooling” from the nozzles, and risk of material degradation if heat isn’t perfectly controlled.
Best For: High-volume production where material savings justify the higher cost.

Characteristics of plastics suitable for hot runner molding:
1) Wide melting temperature range; good fluidity at low temperatures; good thermal stability at high temperatures.
2) Pressure sensitive; does not flow without pressure, but flows under pressure.
3) Low specific heat; melts and cools easily.
4) Good thermal conductivity for rapid cooling in the mold. Plastics suitable for hot runner molding include: PE, ABS, POM, PC, HIPS, PS
Guide to Selecting Thermoplastic Materials for Plastic Molded Products
Other Key Mold Types
Beyond the basic plate and runner classifications, there are several other important mold types:
Hard Molds (Fully Hardened, 44 HRC and Above)
Hard molds are manufactured from tool steels that require thorough heat treatment (such as quenching, tempering, or carburizing) to achieve their required hardness and performance characteristics. Common material examples include H13, 420, and S7 steels.
Soft Molds (Pre-Hardened, Below 44 HRC)
Soft molds are made from materials that are supplied in a pre-hardened state and do not require additional heat treatment. This category includes materials like P20, 420H, and NAK80 steels, as well as non-ferrous options like aluminum and beryllium copper.
Insert Molds
These molds are used to encapsulate a pre-made component (an “insert”) within the plastic part. Think of a metal screw thread embedded in a plastic knob or an electrical connector.
Overmolds
This is a two-step process (often using a multi-material mold) where a second material is molded directly onto a first plastic part. This is commonly used to create soft-touch grips on tools or toothbrush handles.
Family Molds
A single mold that produces multiple different parts in one shot. All cavities are filled simultaneously. This is efficient but requires all parts to be made from the same material and have similar volume and thickness to ensure balanced filling.
Contact the TONGDA LINK Engineering Team for a Free Mold Quotation
Which Mold Type is Right for Your Project?
Here’s a quick decision guide:
For a simple, cost-effective part: Start with a Two-Plate Cold Runner Mold.
To eliminate waste and for high volume: Invest in a Hot Runner Mold.
If you need a specific gate location on the part: A Three-Plate Mold is likely necessary.
For encapsulating metal parts: You need an Insert Mold.
For multiple parts from the same material in one shot: Consider a Family Mold.
The choice of mold is a critical trade-off between initial tooling cost, per-part cost, production speed, and part quality. By understanding these fundamental types, you can have a more informed discussion with TONGDA LINK mold maker and make the best decision to bring your product to life efficiently.