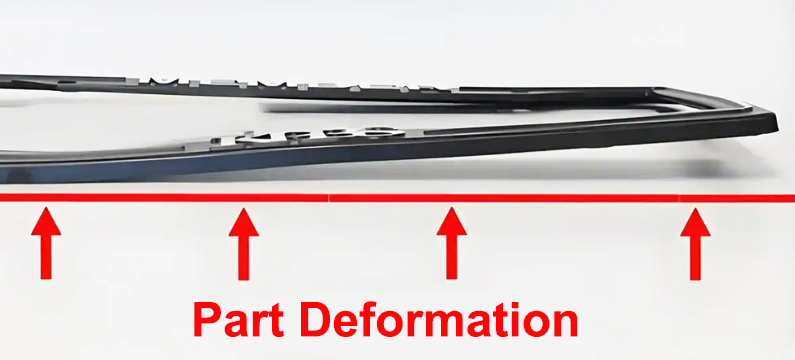
In many injection molding factories, mold temperature is treated as just another routine setting. But in reality, mold temperature is a critical process parameter that directly determines part deformation, dimensional accuracy, and mechanical strength.

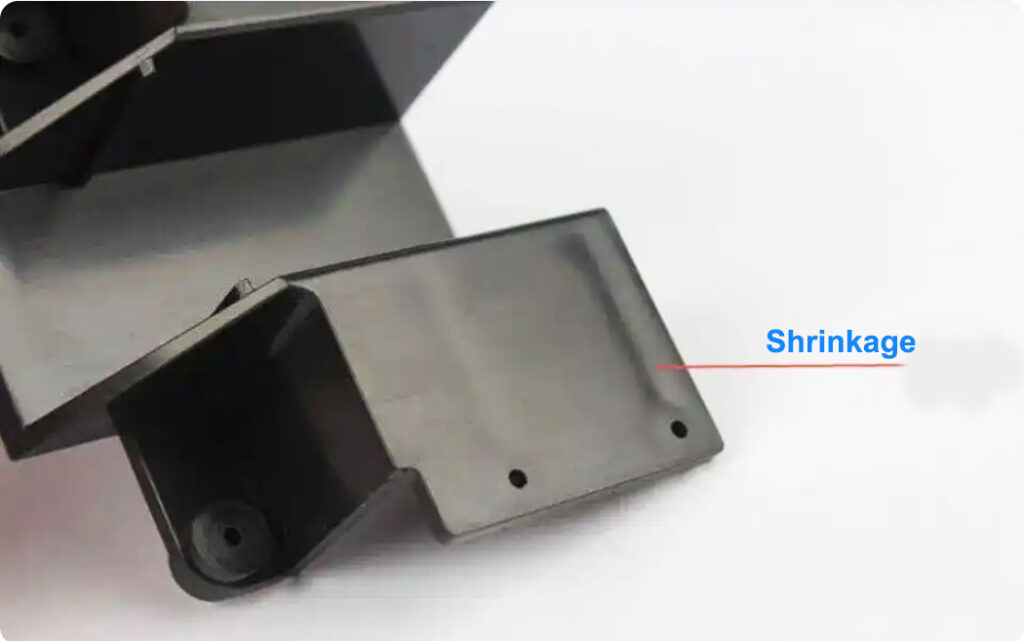
Poor cooling system design or unstable temperature control leads to uneven heating and cooling—especially in parts with varying wall thickness. Thick sections stay molten longer, while thin sections shrink prematurely. The result? Differential orientation shrinkage creates internal warping forces, and the part bends toward the hotter side of the mold.
Request a Consultation – Reduce Defects by 30%
Proper Mold Temperature Management = Fewer Defects, Stronger Parts, and Lower Scrap Rates.
TONGDA LINK: Engineering Excellence in Custom Mold Supply
Struggling with plastic deformation? As an experienced mold supplier, we are here to share our practical solutions.
How Mold Temperature Affects Deformation (2 Core Mechanisms)
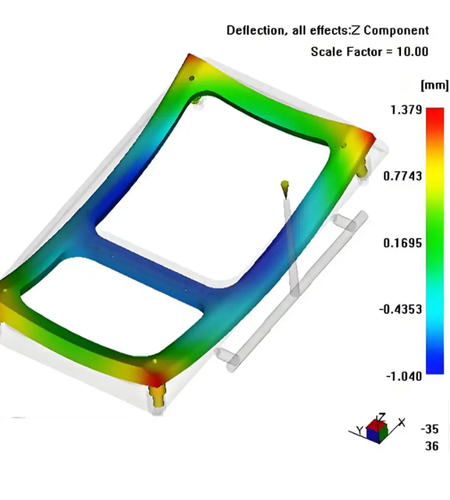
1. Mold Temperature Difference → Warpage
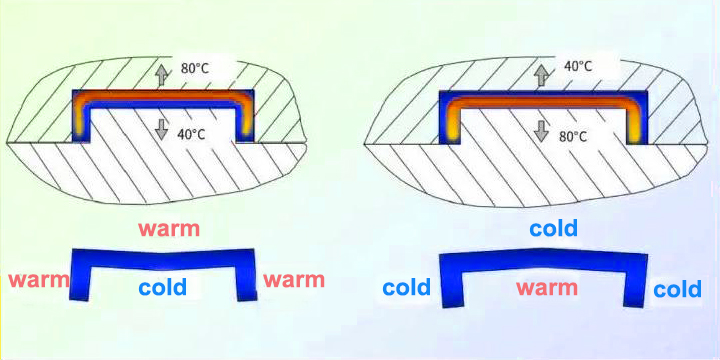
When the moving mold and fixed mold have different temperatures, the plastic part experiences uneven shrinkage forces during cooling.
➡ Parts always warp toward the hotter side.
Amorphous plastics (e.g., ABS, PC, PMMA): Highly sensitive to temperature imbalance → severe deformation.
Crystalline plastics (e.g., PP, PE, POM): Less sensitive but still affected—warpage increases with higher temperature differences.
2. Crystallinity Differences → Warpage
Variations in cooling rates and pressure distribution cause different crystallinity levels across the part.
Higher crystallinity = lower shrinkage rate. This mismatch directly causes warping.
Mold temperature isn’t just about appearance—it’s a “switch” for mechanical properties.
Mold Temperature & Part Strength: The Cracking Risk
Crystalline Plastics (PP, PE, POM)
-
Low mold temperature → rapid cooling → weld lines act like “scars” across crystal grains.
Higher crystallinity makes weld lines brittle → cracking risk increases sharply. -
Solution: Avoid excessively high mold temperatures, but don’t go too low either. Mold near the crystallization temperature for optimal strength.

Amorphous Plastics (PC, PMMA)
-
Low mold temperature → internal stress “reservoirs” form → stress marks (micro-cracks visible under light).
Once stress exceeds elastic limit or encounters chemicals → part can “explode” (crack catastrophically). -
Solution: Raise mold temperature to allow uniform stress release along flow direction → reduces cracking risk.
“We reduced warpage by 35% just by balancing top/bottom mold temperature.”
–TONGDA LINK Injection molding engineer, automotive molder
Special warning for crystalline plastics:
Low mold temperature “freezes” molecular orientation. In high-temperature service, post-crystallization occurs → part deforms well below HDT (heat deflection temperature).
Recommendation: Use mold temperatures close to the crystallization temperature to ensure sufficient crystallization during molding.
Practical Strategies: How to Reduce Deformation & Achieve Precision Temperature Control
On-site Rapid Injection Molding Machine Adjustment Strategy
Moldmakers try this process combination to reduce warpage by 30%+ in one go:
-
Reduce injection pressure
-
Shorten holding pressure time
-
Appropriately increase mold temperature
Mold Design Stage: Smart Temperature Layout
| Strategy | Application | Benefit |
|---|---|---|
| Differential temperature control | Front vs. rear mold, core vs. cavity, inserts | Creates controlled shrinkage → counteracts orientation differences |
| Balanced temperature control | Symmetrical parts | Prevents one-side-hot, one-side-cold expansion mismatch |
| High-precision molding | Custom gate location, cooling channels, preheating | Keep mold temperature fluctuation within ±2°C |
START A PLASTIC MOLD MANUFACTURING
TONGDA LINK Case Study
Supports For Automotive Lighting Molder
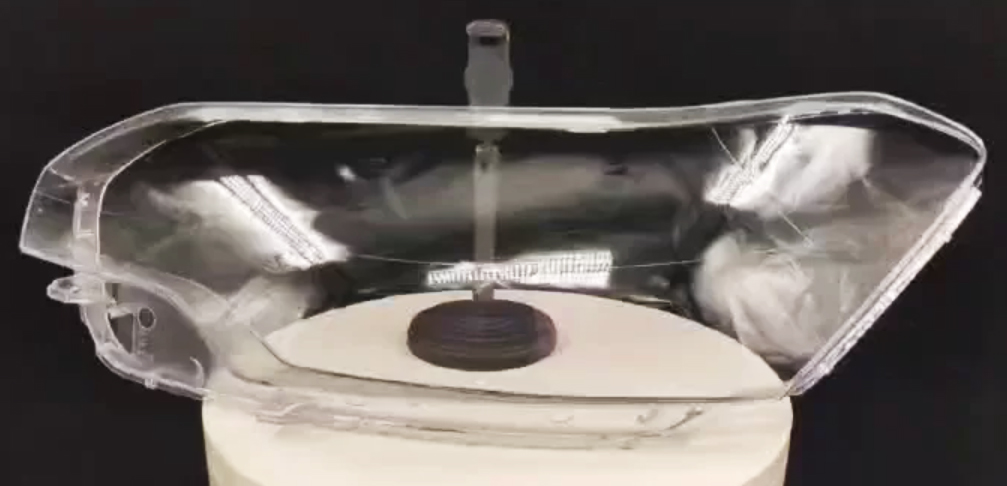
Problem: PMMA lens cracking & warpage
Solution: Raised mold temp from 50°C to 80°C + balanced cooling
Result: 42% reduction in scrap, passed the thermal cycle test.
Supports For Medical Device Molder
Problem: Post-molding shrinkage & deformation
Solution: Mold temp increased to 95°C (near crystallization temp)
Result: Dimensional stability within ±0.05mm.
Other Quality Impacts of Mold Temperature
Surface Quality
-
Too low mold temperature → poor flow, filling issues, demolding damage (especially on textured surfaces).
-
Optimized mold temperature → better melt replication of mold surface → higher gloss and brightness.
-
Too high mold temperature → sticking problems + localized bright spots.
Dimensional Accuracy
-
High mold temperature → thermal decomposition → higher shrinkage in air → smaller final dimensions.
-
Low mold temperature → frozen orientation + thicker frozen layer → inhibits crystallization → lower shrinkage → larger dimensions.
-
Uneven temperature → unstable shrinkage → longer cycle times.
Consistent mold temperature = stable shrinkage = repeatable dimensions.
For crystalline plastics: higher mold temperature aids crystallization → dimensional stability during storage/use.
For soft plastics: lower mold temperature improves stability.
Mold Temperature as a Competitive Advantage
Mold temperature is not a “set it and forget it” parameter. It directly influences:
-
Deformation & warpage
-
Mechanical strength & cracking resistance
-
Surface quality & gloss
-
Dimensional precision & repeatability
-
Cycle time & scrap rate
By implementing high-precision mold temperature control systems and following the strategies above, we can:
-
Reduce defect rates
-
Improve part performance
-
Optimize production costs